Dr. John A. Robertson, CEO, InfoSight Corporation
| Poorly identified steel is a problem waiting to happen. Whether it be mixed steel, poor quality, liability, customer problems, or missed schedules, mis-identification is likely to result in a costly and time-consuming correction procedure, and will have a major impact on the mill's overall profitability.
Because identification does not appear to directly contribute to tonnes of mill production, the identification system in use is likely to have been chosen solely on the basis of cost. With this approach, marking alone becomes the focus, and as a result, chalked or hastily sprayed man readable characters occur all too often. |
 |
| It is important to understand that accurate identification requires both correct marking and correct reading. In a hectic, poorly lit mill environment, reading errors are common. Marginal or degraded markings which are transposed or otherwise misread by tired workers all contribute to bad identification. Errors resulting from the combination of poor markings and fallible human readers are as high as one in every 300. Large bar codes applied beside the traditional man-readable characters permit a smooth transition from manual reading to automatic identification, where errors of less than 1 in every 100,000 read attempts are now expected.
The use of bar codes requires new equipment, new practices, training, and supervision. Justification for such changes is becoming easier because the true business costs of mis-identification are becoming better known and the cost of the equipment is coming down. If the historic (real world) costs associated with mis-identification are used, the payback time of automatic identification could be as little as a few months.
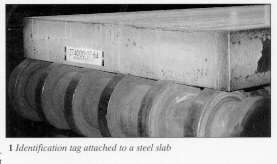
Marking bar codesTaggingRather than marking directly on a scaly product, the marking is applied on a consistent surface and the tag is then attached to the steel. Tags of course also have disadvantages; they may become damaged during product handling and they are an ongoing consumable cost. But fully automatic equipment is available which can mark a bar coded tag on-site and then attach it to a hot slab or billet. Fig 1 shows a bar coded tag which is fixed in two places to a hot continuous cast slab by automatic MIG weld attachment. In Fig 2, a bar coded tag is fastened onto hot billet ends by and automatic MIG weld attachment at one end. |
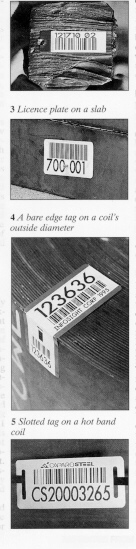 |
There is an ongoing trend toward using short license plate (sequential) numbers for identification. The data relating to the licence plate number is then kept and updated in a computer (network) database. A major advantage here is that preprinted tags can be used and reliably reading a short number is always easier than reading a longer heat/cut/strand designator. Fig 3 shows a preprinted licence plate (sequential number) bar code tag which has been manually nailed onto a slab. In Fig 4, a bare edge tag which has been resistance spot welded onto a hot band outside diameter. The 90° bend enables bar code scanning from either the hot band's top or wrap ends. Fig 5 is a slotted tag which is retained by the coil's band.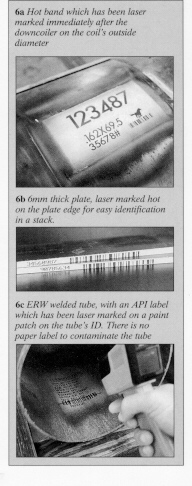
Laser patch marking
Laser marking of paint patches is the newest approach to automated marking. Although it still has some of the maintenance problems of paint spray systems, it can provide vivid marks which can include man-readable characters and high quality bar codes, even on marginal fuzzy patches. Laser patch marking can be performed directly on hot products with one coat or on cold products with two (see Fig 6).
Reading bar codes
Hand held laser scanners are widely available at relatively low cost. These units can read large bar codes at distances of up to four metres and may be radio linked to the mill's computer network for real time inventory and verification. The adjacent man-readable number (ideally with a check digit) can be used as a backup when the bar code has been damaged. Vision reading equipment can read at distances of up to 15 meters. This permits reading at reheat furnace entry and offers the potential for reading from material handling vehicles or cranes in the storage yard.
Used correctly, bar codes can help eliminate mixed steel. Traceability, quality and inventory control improve when bar codes applied early in the mill can be scanned downstream.
The real costs of mixed steel are becoming better appreciated. As the costs of bar coding continues to decline and mills become more comfortable in using this technology, bar codes will become the preferred identification technology for steel.